
生产计划APS排产系统到底该怎么应用?
1、前言
据相关资料统计,中国中小企业数量占据企业总数比例高达90%以上,吸纳就业人数占城镇就业人口的80%。增强中小企业竞争力,对经济发展和人民生活水平具有十分重要的意义。中小企业典型的生产特点是多品种、小批量。面对多品种、小批量的生产特点,企业生产计划排程是个难题。因为品种多,导致数据计算量大,而批量小又会导致设备换线频繁。

提升企业竞争力需要将企业资源充分利用,生产资源包括作业人员和作业设备。APS是运用计算机技术实现对生产计划的自动排程。APS将生产计划排程的经验、规则固化到软件上,降低排产人员的技能门槛,提高生产资源利用率,增加企业竞争力。
例如有一家机械加工企业,200多员工,零件超过2000种,生产类型属于典型的多品种,小批量。面对生产计划排程的难题,快速上线了APS系统,用于企业生产计划自动排程。本文将介绍APS的整体设计框架,供相关企业部署APS系统时参照。
2、APS系统整体框架
理论的发展也是台阶式的,新的理论是在原有理论的基础上发展起来的。APS理论是在MRP理论基础上发展起来的,MRP理论考虑了产品的零件结构,对零件需求量进行展开计算,但是MRP没有考虑设备能力约束,相当于无限能力排产,APS又发展了一步,它考虑设备能力,是有限生产能力排产。
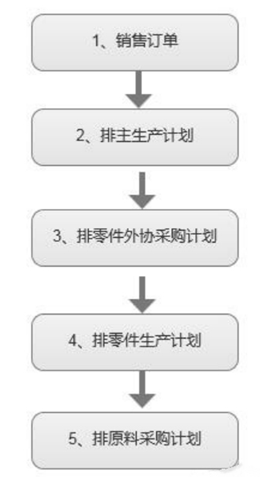
整体排产过程框架如下
生产企业接到销售订单后,首先是排主生产计划。主生产计划的实质是保证销售订单和生产规划对产品的需求(需求什么,需求多少和什么时候需求)与所使用的资源取得一致。主生产计划着眼于销售什么和能够制造什么,这样就能为车间制定一个合适的“主生产计划需求表”,并且以粗生产能力数据计算为基础调整这个计划,直到负荷平衡。
简单地说, 主生产计划是确定每一具体的最终产品在每一具体时间段内生产数量的计划,有时也可能先考虑组件,最后再下达最终装配计划。
为什么要先有主生产计划,再根据主生产计划制订下层计划?因为客户订单是不稳定的、不均衡的,可能这个这个月少,但下个月就多。直接用来销售订单安排生产将会出现时而加班加点也不能完成任务,时而设备闲置,很多人没活干的现象,这将给企业带来灾难性的后果,生产成本增加,降低了企业竞争力。企业的生产能力和其他资源是有限的,这样的安排也不是总能做得到的。加上主生产计划这一层次,通过人工干预,均衡安排,使得在一段时间内主生产计划量和客户订单及预测在时间上相匹配,而不追求在每个具体时刻均与需求相匹配,从而得到一份稳定、均衡的计划。由于在最终产品这一级上的主生产计划是稳定和均衡的,据此所得到的关于非独立需求项目的物料需求计划也将是稳定和匀称的。因此,制订主生产计划是为了得到一份稳定、均衡的生产计划。
安排了主生产计划之后,可以根据生产计划形成外协零件采购计划,这里指的零件是不需要公司内部加工的零件,因不需要公司内部加工,也就不占用公司设备生产能力,从外协厂采购之后,就是零件单品的成品。安排了产品的主生产计划之后,就可以计算该类零件的采购计划。
 安达发APS智能优化排程系统
安达发APS智能优化排程系统
对于稍有规模的企业,最终产品一般都是组装品。一般的生产规律都是组装很快,但是单体零件加工周期很长。例如,汽车企业的流水线每几分钟可以组装一台轿车,但轿车里面发动机壳体从铸造到加工可能就需要两个月时间。对于稍有规模的企业,主生产计划是其装配计划,有了装配计划后,需要对产品结构进行分解,得到单体零件的需求量,然后计算单体零件需要的加工能力。在满足设备能力的前提下,按照加工顺序排好零件先后加工次序。排好单体零件加工计划之后,然后是根据单体零件加工需要的时间下达原材料采购计划。

3、主生产计划的排产
企业是否可以用销售订单充当主生产计划取决于企业的生产类型。企业的生产类型可以分成两类:1,面向销售预测。采用这种计划方式的公司,其组织生产的依据是需求预测,亦即在接到客户订单之前,根据需求预测,就开始采购原材料、组织生产、完成生产、把产成品放在库房里。一旦接到客户订单,就从库房里直接发货。
我们日常使用的计算机,电视,空调等商品都属于此类。2,面向订单生产。面向订单生产的产品或者是独特的(客户定制的),或者结构复杂而且生产量很小。特种项目、飞机、流程设备、大型发电机组等都属于面向订单生产的产品。在面向订单生产的公司中,只有在接到合同或客户订单,才能开始设计过程,之后才是采购原材料、组织生产和向客户发运。
在实际生产中,面向销售预测的生产类型占大多数,面向订单为少数,面向订单生产模式比面向销售预测简单,可以认为是特殊的面向销售方式。一个实际企业可能两种生产类型都有,有的产品是面向销售预测型,有的产品是面向订单生产。
如果是面向订单方式,它的主生产计划确定要简单,客户的订单数量就是主生产计划的生产数量。如果客户销售订单批量小,要是主生产计划完全按照客户销售订单时间先后安排,设备来回切换频繁,会产生很高的切换成本。可以考虑将交货期临近的订单合并排产,这样增加了一次性生产批量,减少了设备切换成本。
如果是面向销售预测生产方式,主生产计划的确定比面向订单要复杂。它需要根据已经有的销售订单和未来的销售预测确定产品目标在库,然后目标在库减去已有在库,就是主生产计划的生产数量,生产安排时也要考虑产品更换时设备产生的切换成本,对交货期临近的订单进行合并。
目标在库的数量和企业产品销售波动性相关,波动越剧烈的产品,在销售淡季时就需要利用多余的产能生产出一定的产品在库,这些在库可以在销售旺季时出售。这样在旺季时,可以避免设备能力不足和员工的加班加点生产。这种均衡生产的安排可以降低企业的生产成本,对企业增强竞争力具有重要意义。
主生产计划的安排,要考虑生产能力的约束,需要进行生产能力约束核算。需要注意的是,生产能力约束核算不是针对所有制造资源,制造设备,而是只针对所有资源里面的瓶颈资源。瓶颈资源顾名思义,就像一个酒瓶子,瓶子口的大小决定了水流速度。
企业的生产系统也是一样道理,企业可能拥有100台设备,但其中只有10台设备是瓶颈设备,企业的生产能力就制约在这10台设备上。只要充分利用这10台设备的生产能力就使得整个生产系统生产能力最大化,其它的90台非瓶颈设备能力有富余,它们没有满负荷运转并没有减小整个生产系统的生产能力。
4、零部件的排产
4.1 进行产品结构分解
对于稍有规模的企业,产品一般都是组装品,组装品由若干零件组装起来。这种情况主生产计划就是组装品的计划,有了组装计划之后接下来是展开单体零件的需求计划。展开依据的原则是产品结构,也就是BOM表。
4.2 形成零件外协采购计划
通过组装计划计算出单品需求以后,需要对单品零件进行区分,哪些需要外部采购,哪些是公司内部生产。外部采购的零件由外协厂(供应商)负责生产,下采购订单时我们不需要进行生产能力核算,一般情况,企业都不掌握外协厂生产能力,也无法进行生产能力计算。采购订单的数量也和产品生产类型有关。
对面向订单的生产方式,产品以后是否有需求还不确定,如果采购过多未来是否能销售出去还是未知,会造成经营风险。对于面向订单生产类型,除了考虑一点不良率,外协零件采购数量和组装计划需求量一致。 对于面向销售预测生产方式,外协零件采购数量的确定要复杂些。因为这类生产方式产品是连续滚动生产的,要考虑外协厂生产周期等因素。可以按照下面公式计算零件外协采购量。
(订货周期+采购周期)*日需求量+安全在库-现有在库-采购在途上公式中,订货周期指的是企业多长时间对外协厂发一次采购订单,是每月一次还是每周一次。订货周期越短,企业留有的生产需要的零件库存可以越少,订货周期短,就需要频繁订货,增加订货的交易成本。公式中采购周期指的是外协厂接到订单后多长时间可以交货,外协厂的供货周期越短,企业留有的生产需要的零件库存可以越少。日需求量指的是按照主生产计划计算的平均日需求量。安全在库指的是对应采购件不良和客户订单突然改变的备用库存量。采购在途指的是已经发出了订单,但外协厂还没有交货的数量。
4.3 公司内生产零件计划
对于公司内生产零件的计划安排,要考虑是否进行库存调节。所谓库存调节就是利用设备多余能力,零件加工数量超过主生产计划的要求,以备后期使用。如果外协厂加工设备与公司不同,外协厂加工的零件无法拿回公司内部生产,这种情况下公司内加工零件无需进行库存调节,按照主生产计划需要数量生产即可,积压在库也没有意义。
如果部分外协厂加工设备与公司相同,如果本公司设备能力有富余,可以从外协厂收回部分零件自己加工,进而节省采购费用,这种情况下可以考虑库存调节,利用富余的设备能力生产出多于主生产计划需要的数量。这样下个月设备能力会富余更多,可以考虑从外协厂收回部分零件自己加工,节省采购费用,降低企业生产成本,从而增强了企业竞争力。
5、安达发APS智能优化排程系统介绍

传统制造业已到了向智能制造转型的关键时期,精益化的生产排程能帮助企业从容应对小批量、多品种的转型趋势。安达发APS智能优化排程系统,国内业界优秀的智能排程引擎,为企业实现精细化生产计划、物料计划、提供了最基础最核心的保障。二十年磨砺,上百家大中型企业成功应用经验,安达发把真正的优化排程做到了极致。帮助企业快速有效响应不同场景的生产计划,提高产能和资源利用率。
随着制造行业进入数字化转型的深水区,安达发在持续夯实自身技术的同时,聚焦行业核心需求场景,积极携手广大合作伙伴,打造可满足更多行业需求的场景化解决方案,助力制造业数字化转型,成就智能制造发展新动能。